Накопление долгов у граждан становится причиной скандальных . Учитывая, что...


Владельцы патента RU 2296660:
Изобретение относится к области машиностроения, а именно к способам восстановления посадочных мест подшипников качения. Демонтируют узел подшипника, осуществляют обработку деформированной при использовании подшипников поверхности посадочных мест растворами. На обработанную растворами деформированную поверхность посадочных мест подшипника наносят кристаллизующийся при температуре 70°С и плавящийся при температуре свыше 340°С расплавленный восстановительный материал. Восстановительный материал обладает вязкостными свойствами и прочностно-механическими характеристиками, соответствующими материалу посадочных мест подшипника. Затем нагревают подшипник в масле до температуры 80-90°С. Осуществляют сборку узла подшипника путем установки разогретого подшипника на его посадочные места. В результате снижаются затраты и уменьшается трудоемкость ремонтных работ.
Изобретение относится к области машиностроения и другим отраслям промышленности, где используются подшипники качения под большими нагрузками, приводящие к деформации посадочных мест подшипников качения.
Известен способ восстановления изношенных коленчатых валов , котором механически обрабатывают шейки с технологическим заглублением в тело восстанавливаемой поверхности на всей ширине между щеками шейки с образованием галтелей и последующую термообработку коленчатого вала. Закрепляют на обработанных шейках компенсирующий износ металла накладки в форме разрезного кольца или полуколец путем сварки их стыков. Сварной шов располагают в зоне, ограниченной 25-50° поворота коленчатого вала от верхней мертвой точки, а второй шов, при использовании полуколец, располагают относительно первого с поворотом на 180°. Охлаждают сварной шов до температуры окружающей среды, обеспечивая натяг разрезного кольца 0,1...0,15 мм. При использовании разрезного кольца в нем выполняют сквозные отверстия диаметром 5-7 мм. Первым проваривают отверстие разрезного кольца с шейкой вала, которое расположено напротив сварного шва, а остальные отверстия проваривают, симметрично приближаясь к сварному шву, что позволит повысить усталостную прочность коленчатого вала до уровня новой детали с одновременным восстановлением изношенных шеек в номинальный размер.
Известен способ ремонта подшипникового узла , включающий разборку, дефектовку деталей, комплектовку в виде установки на посадочной поверхности наружного кольца изношенного подшипника двух локально-диаметрально противоположных пластин и сборку. Толщину пластин определяют по формуле Sc=Sr+Su, где Sc - суммарная толщина пластин; Sr - радиальный зазор в изношенном подшипнике; Su - зазор в соединении отверстие корпуса - наружное кольцо подшипника с учетом износа. Длину каждой локальной пластины определяют расчетным путем.
Недостатками способа являются высокие затраты и трудоемкость ведения ремонтных работ.
Известен способ восстановления изношенных поверхностей валов подшипников скольжения , заключающийся в нагреве упрочняемой зоны детали с предварительно нанесенным на нее связующим материалом (например, из пасты из наплавляемого материала) в индукторе токов высокой частоты до расплавления связующего материала и наплавки его на место износа детали, компенсирующего ее износ, отличающийся тем, что его осуществляют путем нагрева изношенной поверхности детали до температуры, превышающей на 50-100°С температуру критической точки АС 3 , и далее производят охлаждение наплавленной поверхности изношенной детали со скоростью ее закалки, причем в качестве связующего используют материал с температурой плавления, не превышающей температуру закалки материала изделия.
Недостатками способа являются высокие затраты и трудоемкость ведения ремонтных работ.
Наиболее близким техническим решением, принятым за прототип, является способ реставрации коленчатых валов наращиванием изношенной поверхности опор скольжения , который реализуется гильзованием шеек коренных и шатунных осей коленчатого вала разрезными втулками из материала с высокой стойкостью на истирание, сваренные по линии их разрезов в плотном прилегании к поверхности шеек вала, смазанных до контактирования с разрезными втулками специальным клеем или герметикам.
Недостатком способа являются высокие затраты и трудоемкость ведения работ.
Сравнение предлагаемого решения с прототипом и аналогичными решениями, известными из существующего уровня техники, позволяет установить его соответствие критериям патентоспособности "новизна" и "изобретательский уровень".
Техническим результатом заявленного изобретения является снижение затрат и трудоемкости ведения ремонтных работ по восстановлению посадочных мест подшипников качения.
Указанный технический результат достигается тем, что способ восстановления посадочных мест подшипников качения, включает демонтаж узла подшипника, обработку деформированной при использовании подшипников поверхности посадочных мест растворами и сборку узла подшипника, при этом, согласно изобретению, на обработанную растворами деформированную поверхность посадочных мест подшипника наносят кристаллизующийся при температуре 70°С и плавящийся при температуре свыше 340°С расплавленный восстановительный материал с вязкостными свойствами и прочностно-механическими характеристиками, соответствующими материалу посадочных мест подшипника, затем нагревают подшипник в масле до температуры 80-90°С и осуществляют сборку узла подшипника путем установки разогретого подшипника на его посадочные места.
Сущность способа реализации заключается в следующем.
На обработанную специальными растворами деформированную поверхность посадочного места подшипника наносят расплав восстановительного металлизированного материала, а затем устанавливают разогретый в масле подшипник на его посадочное место. Подшипник разогревают до температуры 80-90°С и, тем самым, обеспечивают разогрев восстановительного материала до температуры 70°С, при которой последний кристаллизуется и набирает прочностно-механические характеристики материала изготовления посадочного места.
Предлагаемый способ позволяет сократить сроки простоев оборудования, затрат и трудоемкости при восстановлении посадочных мест подшипников качения.
Литература
1. Патент РФ №94019772. Понуровский А.А. Понуровский А.А. Способ реставрации коленчатых валов и их подшипников скольжения. МПК В23Р 6/00. Пост. 1994.05.26. Опубл. 1996.09.10. Рег. №94019772/02.
2. Патент РФ №2235009. Способ ремонта подшипникового узла. / Усов В.В. Серегин А.А. Тимошенко А.Н. Серегина В.В. МПК В23Р 6/00. Пост. 2001.02.21. Опубл. 2002.09.20. Рег. №2001105022/02.
3. Патент РФ №2189298. Способ ремонта подшипникового узла / Усов В.В. Серегин А.А. Тимошенко А.Н. Серегина В.В. МПК В23Р 6/00. Пост. 2001.02.21. Опубл. 2002.09.20. Рег. №2001105022/02.
4. Патент РФ №95117550. Способ восстановления изношенных посадочных поверхностей валов под подшипники скольжения. / Улитовский Б.А., Шкрабак B.C., Улитовский С.Б., Шкрабак Р.В., Полишко Г.Ю. МПК В23Р 6/00. Пост. 1995.10.17. Опубл. 1997.10.20. Рег. №95117550/02.
5. Патент РФ №2105650. Способ восстановления изношенных посадочных поверхностей валов подшипники скольжения. / Улитовский Б.А., Шкрабак B.C., Улитовский С.Б., Шкрабак Р.В., Полишко Г.Ю. МПК В23Р 6/00. Пост. 1995.10.17. Опубл. 1998.02.27. Рег. №95117550/02.
Способ восстановления посадочных мест подшипников качения, включающий демонтаж узла подшипника, обработку деформированной при использовании подшипников поверхности посадочных мест растворами и сборку узла подшипника, отличающийся тем, что на обработанную растворами деформированную поверхность посадочных мест подшипника наносят кристаллизующийся при температуре 70°С и плавящийся при температуре свыше 340°С расплавленный восстановительный материал с вязкостными свойствами и прочностно-механическими характеристиками, соответствующими материалу посадочных мест подшипника, затем нагревают подшипник в масле до температуры 80-90°С и осуществляют сборку узла подшипника путем установки разогретого подшипника на его посадочные места.
Похожие патенты:
Изобретение относится к технологии восстановления или упрочнения электродуговой наплавкой изношенных поверхностей стальных деталей, преимущественно пассажирских и грузовых вагонов железнодорожного подвижного состава
Изобретение относится к областям машиностроения и ремонта деталей машин и может быть использовано для восстановления и повышения надежности узлов "шкворень-отверстие под шкворень" балки передних мостов автомобилей
Изобретение относится к химико-физическим способам защиты от коррозии и может быть использовано в нефтегазодобывающей промышленности, а именно, для ремонта и восстановления переключателя скважинного многоходового групповой замерной установки, подверженного коррозии
Изобретение относится к области восстановительных и упрочняющих методов обработки в машиностроении, а именно - к технологии и оборудованию, которые применяются в процессе ультразвуковой обработки наружного или внутреннего конического резьбового участка таких составных элементов нефтяной колонны, как насосно-компрессорная, бурильная и обсадная труба или же таких, как переводник и муфта, посредством которых производится соединение труб в нефтяную колонну
Изобретение относится к области восстановительных и упрочняющих методов обработки в машиностроении, а именно - к технологии и оборудованию, которые применяются в процессе ультразвуковой обработки наружного или внутреннего конического резьбового участка таких составных элементов нефтяной колонны, как насосно-компрессорная, бурильная и обсадная труба, или же таких, как переводник и муфта, посредством которых производится соединение труб в нефтяную колонну
Изобретение относится к области восстановительных и упрочняющих методов обработки в машиностроении, а именно к технологии и оборудованию, которые применяются в процессе ультразвуковой обработки наружного или внутреннего резьбового участка деталей, преимущественно, таких составных элементов нефтяной колонны как насосно-компрессорная, бурильная и обсадная труба или же таких как переводник и муфта, посредством которых производится соединение труб в нефтяную колонну
Изобретение относится к области машиностроения, а именно к способам восстановления посадочных мест подшипников качения
В статье приведена технология восстановления посадочного места подшипника композитами Chester Molecular.
При зазорах до 0,25 мм
:
для предотвращения проворачивания подшипника применяются анаэробные клеи Chester Molecular.
Для восстановления посадочного места, разбитого более чем на 1мм по диаметру, применяются материалы для : Chester Metall Super, Chester Metall Super SL , Chester Metall Super Fe , Chester Metall Rapid
и Chester Metal Special
Рис 1. Износ посадочного места
 Подготовка поверхности кондуктора
Подготовка поверхности кондуктора

Ремонтный композиционный материал следует выбирать исходя из условий ремонта (См. технологию ремонта №2)
Подготовительные операции
 Подготовка посадочного места подшипника в корпусе
Подготовка посадочного места подшипника в корпусе
Очистить механическим способом поврежденное посадочное место от смазки и ржавчины. Механическую обработку можно проводить борфрезой. После механической обработки изношенная поверхность должна иметь шероховатость Ra 20 -40
Обезжиривание поверхности
После проведения операции механической подготовки поверхности следует очистить и обезжирить фирменным очистителем Chester F7 [Честер F7]
. Обезжиривание поверхности производится чистой ветошью, обильно смоченной очистителем. Промывание следует повторить несколько раз. Чистота поверхности контролируется чистой белой ветошью, смоченной очистителем - на белой ткани не должны оставаться следы
Установка центрирующего приспособления.
 Нанесение материала и установка подшипника на кондуктор
Нанесение материала и установка подшипника на кондуктор
Посадочные места часто не могут быть подвержены ремонту и тогда встает вопрос о замене детали, сопряженной с подшипником и потерявшей номинальные параметры посадочного места. Подобный вариант ремонта достаточно экономически нецелесообразен. Выходом в данной ситуации является ремонт с помощью технологии Димет.
Рассмотрим примеры ремонта посадочных мест методом холодного газодинамического напыления.
Дефект посадочного места состоит в том, что внешнее кольцо подшипника проворачивается при работе, что дает дополнительные нагрузки на ось внутреннего кольца и на сам подшипник.

Изображение 1. Посадочное место для внешнего кольца подшипника на колесе кроссового мотоцикла.
Для устранения данной проблемы необходимо добавление слоя металла на внутренний диаметр ступицы. Ступица выполнена из алюминиевого сплава. Перед нанесением состава предварительно обрабатываем поверхность абразивным составом К-00-04-16 . Нанесение дополнительного слоя производится в третьем режиме аппарата Димет-405 . Напыление производится с запасом. Завершающую обработку покрытия ведем при малой подаче резца на повышенных оборотах.


Изображение 2. Этапы ремонта (а - нанесенный с запасом алюминиевый слой, б - чистовой вариант готового посадочного места)
Выполнен ремонт посадочного места дистанционного полукольца коленчатого вала чугунного блока цилиндров «Мерседес-Бенц» с помощью технологии Димет. Финальная обработка была произведена специальной фрезой.


Ремонт посадочного места чугунной ступицы «Форда» выполнен нанесением алюминиевого слоя, размером 0,3мм. Данные манипуляции обеспечили необходимый натяг в соединении.


Изображение 1. Стадии ремонта (а – начальная, б - финальная)
Ремонт посадочных мест подшипников в корпусе электродвигателя произведен аппаратом , составом алюминия , режим напыления — «3». На изображения представлены этапы ремонта.
Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Правильная посадка – важнейшее условие работоспособности подшипников.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.
Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.

Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам), приводятся в таблицах.

Их также можно найти в первом томе Справочника конструктора-машиностроителя Анурьева, и ГОСТах 25346-89, а также 25347-82 или 25348-82.
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.

В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.

Среди основных параметров определяющих посадки подшипников:
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:

Согласно степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример шестого класса 6-205.
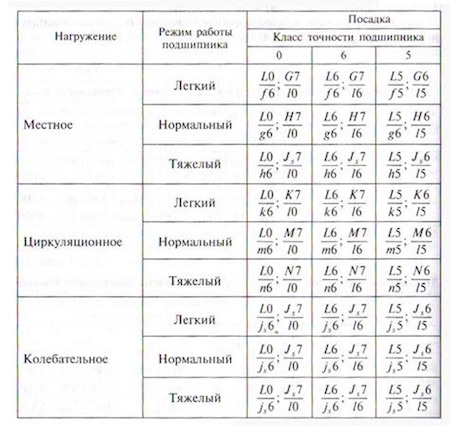
В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.

Для местного типа нагрузки таблица предлагает следующие посадки.

При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Pr=(k1xk2xk3xFr)/B , где:
k1 – коэффициент перегрузки динамической;
k2 – коэффициент ослабления для полого вала или корпуса тонкостенного;
k3 – коэффициент, определяемый воздействием осевых усилий;
Fr – усилие радиальное.
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.

Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.

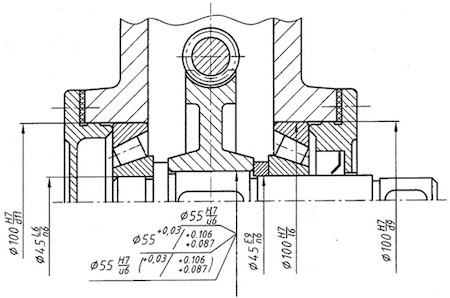
Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
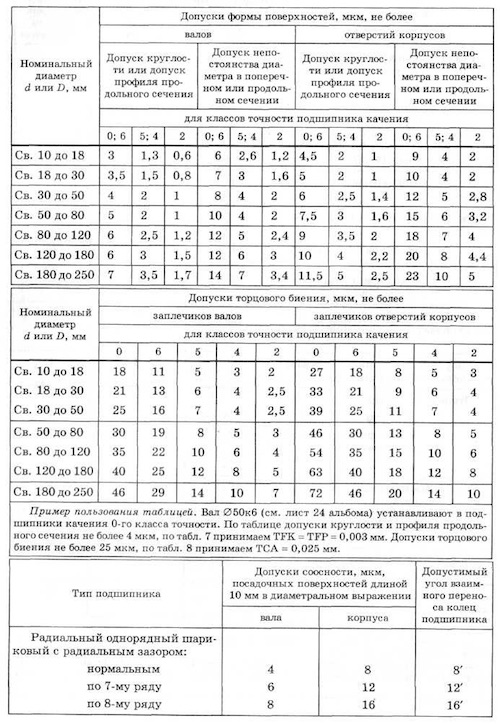
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.

Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.
На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.
Посадки
Важность правильной посадки
Если подшипник качения с внутренним кольцом посажен на вал только с натягом, может возникнуть опасное кольцевое скольжение между внутренним кольцом и валом. Это скольжение внутреннего кольца, которое называется "проскальзыванием", приводит к кольцевому сдвигу кольца относительно вала, если посадка с натягом недостаточно тугая. Когда возникает проскальзывание, подогнанные поверхности становятся шероховатыми, вызывая износ и значительное повреждение вала. Ненормальный нагрев и вибрация могут также возникнуть из-за абразивных металлических частиц, проникающих внутрь подшипника.
Важно предотвратить проскальзывание, надёжно закрепив с достаточным натягом то кольцо, которое вращается, либо к валу, либо в корпусе. Проскальзывание не всегда можно устранить посредством осевого затягивания через наружную поверхность кольца подшипника. однако, как правило, нет необходимости обеспечивать натяг колец, подвергающихся только статическим нагрузкам. Посадка иногда делается без какого-либо натяга как внутреннего, так и наружного кольца, чтобы приспособиться к определённым рабочим условиям, либо чтобы способствовать установке и разборке. В этом случае для предотвращения повреждения пригоночных поверхностей вследствие проскальзывания, следует рассмотреть смазывание или другие применимые методы.
Условия нагрузки и посадки
| Приложение нагрузки | Работа подшипника | Условия нагрузки | Посадка | ||
| Внутреннее кольцо | Наружное кольцо | Внутреннее кольцо | Наружное кольцо | ||
| Вращательная | Статическая | Вращательная нагрузка на внутреннее кольцо, статическая нагрузка на внешнее кольцо | Посадка с натягом | Свободная посадка | |
 |
Статическая | Вращательная | |||
 |
Статическая | Вращательная | Вращательная нагрузка на внешнее кольцо, статическая нагрузка на внутреннее кольцо | Свободная посадка | Посадка с натягом |
 |
Вращательная | Статическая | |||
| Направление нагрузки не определяется из-за изменения направления или несбалансированной нагрузки | Вращательная или статическая | Вращательная или статическая | Посадка с натягом | Посадка с натягом | |
Посадки между радиальными подшипниками и отверстиями корпуса
| Условия нагрузки | Примеры | Допуски для отверстий корпусов | Осевое смещение наружного кольца | Примечания | ||
| Неразъёмные корпуса | Большие нагрузки на подшипник в тонкостенном корпусе или тяжёлые ударные нагрузки | Ступицы автомобильных колёс (роликовые подшипники), подъёмный кран, рабочие колёса | Р7 | Невозможно | - | |
| Ступицы автомоюильных колёс (шарикоподшипники), вибрационные экраны | N7 | |||||
| Лёгкие или колеблющиеся нагрузки | Конвейерные ролики, канатные шкивы, натяжные шкивы | М7 | ||||
| Направление нагрузки не определено | Тяжёлые ударные нагрузки | Тяговые электродвигатели | ||||
| Неразъёмные или разъёмные корпуса | Нормальные или большие нагрузки | Насосы, коленвалы, коренные подшипники, средние и большие моторы | К7 | Обычно невозможно | Если не требуется осевое смещение наружного кольца | |
| Нормальные или лёгкие нагрузки | JS7 (J7) | Возможно | Осевое смещение наружного кольца необходимо | |||
| Нагрузки всех видов | Общее применение подшипников, железнодорожные осевые буксы | Н7 | Легко возможно | - | ||
| Нормальные или высокие нагрузки | Корпусные подшипники | Н8 | ||||
| Значительный подъём температуры внутреннего кольца в вале | Сушилки для бумаги | G7 | ||||
| Неразъёмные корпуса | Желательно точное функционирование при нормальных или лёгких нагрузках | Задние шарикоподшипники шлифовального шпинделя, шарнирные опоры высокоскоростного центробежного компрессора | JS6 (J6) | Возможно | Для больших нагрузок используетс более плотная посадка, чем К. Когда требуется высокая точность, для посадки следует использовать очень строгие допуски | |
| Направление нагрузки не определено | Передние шарикоподшипники шлифовального шпинделя, неподвижные подшипники (опоры) высокоскоростного центробежного компрессора | К6 | Обычно невозможно | |||
| Желательно точное функционирования и высокая жёсткость при колеблющихся нагрузках | Цилиндрические роликовые подшипники для шпинделя металлорежущего станка | M6 или N6 | Невозможно | |||
| Требуется минимальный уровень шума | Бытовая техника | Н6 | Легко возможно | - | ||
Примечания к таблице:
Посадки между радиальными подшипниками и валами
| Условия нагрузки | Примеры | Диаметр вала, мм | Допуск вала | Примечания | |||
| Шарикоподшипники | Цилиндрические и конические роликовые подшипники | Сферические роликовые подшипники | |||||
| РАДИАЛЬНЫЕ ПОДШИПНИКИ С ЦИЛИНДРИЧЕСКИМИ ОТВЕРСТИЯМИ | |||||||
| Желательно лёгкое осевое смещение внутреннего кольца на валу | Колёса на статичных осях | Все диаметры валов | g6 | Использование g5 и h5 там, где требуется точность. В случае крупных подшипников, можно использовать f6 для лёгкого осевого движения | |||
| Лёгкое осевое смещение внутреннего кольца на валу не требуется | Натяжные шкивы, канатные шкивы | h6 | |||||
| Вращательная нагрузка на внутреннее кольцо или неопределённое направление нагрузки | Электрические бытовые приборы, насосы, вентиляторы, транспотные средства, прецизионные станки, металлорежущие станки | <18 | - | - | js5 | - | |
| 18-100 | <40 | - | js6 (j6) | ||||
| 100-200 | 40-140 | - | k6 | ||||
| - | 140-200 | - | m6 | ||||
| Нормальные нагрузки | Общее применение подшипников, средние и крупные моторы, турбины, насосы, коренные подшипники двигателя, редукторы, деревообрабатывающие станки | <18 | - | - | js5 (j5-6) | k5 и m6 можно использовать для однорядных конических роликовых подшипников и однорядных радиально-упорных подшипников вместо k5 и m5 | |
| 18-100 | <40 | <40 | k5-6 | ||||
| 100-140 | 40-100 | 40-65 | m5-6 | ||||
| 140-200 | 100-140 | 65-100 | m6 | ||||
| 200-280 | 140-200 | 100-140 | n6 | ||||
| - | 200-400 | 140-280 | p6 | ||||
| - | - | 280-500 | r6 | ||||
| - | - | свыше 500 | r7 | ||||
| Высокие нагрузки или ударные нагрузки | Железнодорожные осевые втулки, промвшленные транспортные средства, тяговые электродвигатели, сооружения, оборудование, дробильные установки | - | 50-140 | 50-100 | n6 | Внутренний зазор подшипника должен быть больше, чем CN | |
| - | 140-200 | 100-140 | p6 | ||||
| - | свыше 200 | 140-200 | r6 | ||||
| - | - | 200-500 | r7 | ||||
| Только осевые нагрузки | Все диаметры вала | js6 (j6) | - | ||||
| РАДИАЛЬНЫЕ ПОДШИПНИКИ С КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И ВТУЛКАМИ | |||||||
| Все виды нагрузок | Общее применение подшипников, железнодорожные буксовые узлы | Все диаметры валов | H9/IT5 | IT5 и IT7 означают, что отклонение вала от его истинной геометрической формы, например, круглой или цилиндрической, должно быть в пределах допусков IT5 и IT7 соответственно | |||
| Трансмиссионные валы, шпиндели деревообрабатывающего оборудования | H10/IT7 | ||||||
Примечание: Данная таблица применима только к валам из твёрдой стали.
Накопление долгов у граждан становится причиной скандальных . Учитывая, что...

Сбербанк начинает продажу «плохих» кредитов. В качестве пилотного проекта банк...

Дефицит витаминов всегда пагубно отражается на организме человека. Ярко...